



扫 一 扫 关 注 我 们
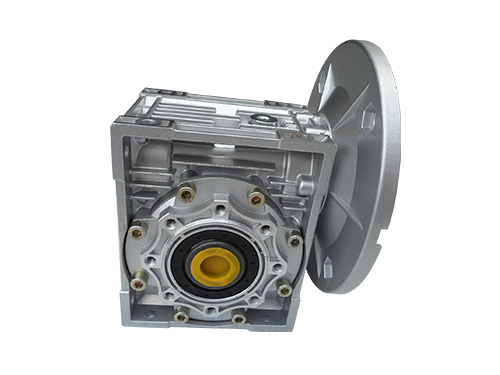
摆线针轮减速机作为精度不错传动设备,其装配与调试过程需兼顾机械原理与工艺规范。从核心部件的细致安装到整体系统的协同调试,每个环节均需严格遵循技术要求,以确定设备运行的稳定性与传动速率。以下从装配前准备、核心部件安装、调试流程三个维度展开论述。
一、装配前准备:奠定运行的基础
环境与工具准备是装配的主要前提。安装区域需保持无粉尘、无腐蚀性气体,温度控制在-10℃至40℃之间,若环境湿度较不错,需对减速机壳体进行不怕水密封处理,例如加装防雨罩或涂抹防锈漆。基础平台需采用混凝土或钢结构,强度需达到额定载荷的1.5倍以上,表面平整度误差需控制在0.1mm/m以内,通过水平仪检测后使用金属垫片找平,严禁使用橡胶垫片导致基础变形。工具方面,需配备精度不错测量设备,如水平仪、百分表、塞尺,以及扭矩扳手、铜锤等用工具,避免普通工具导致的精度偏差。
零部件检查与配对是装配质量的关键。开箱后需核对减速机主体、输入/输出法兰、密封件、紧固螺栓等是否繁多,主要检查摆线轮与针齿的完整性,例如观察摆线轮外齿型是否有裂纹,针齿销是否弯曲。摆线轮需成对使用,配对时需确定两片轮的轴承孔、十孔及外齿型全部重合,若无法重合则需替换;同时,两片摆线轮的钢号面需朝向输出轴方向,且相互错开180°,这一标识在拆卸时需记录,避免新购部件安装错误。
二、核心部件安装:工艺规范的准确执行
输入端组装需遵循“由内至外”的顺序。起先将骨架油封装入大端盖,随后安装输入轴、平键及垫圈,注意平键需与轴槽紧密配合,避免松动。针齿壳安装时需对准电机螺丝孔中心位置,后续联轴器对中;插入针齿销与针齿套后,需检查其活动性,避免卡滞。偏心轴承的安装需使用铜锤轻敲入偏心套,再套入输入轴,确定圆柱滚珠全部被包含,防止运转中轴承脱落。
摆线轮与间隔环的协同安装是传动平稳性的确定。将一片摆线轮旋转180°后放入针齿壳,手动转动检查其旋转流畅性,若出现摆动或卡滞,需重新调整针齿壳与摆线轮的间隙。放入间隔环时需其位置准确,间隔环的厚度直接影响摆线轮的轴向位移,若安装偏差会导致齿面偏载,加速磨损。二片摆线轮需按标记位置放入,与一片错开180°,安装后需再次手动转动,确认两片轮的协同运动无干涉。
输出端与密封件的后期安装需兼顾强度与密封性。输出端组装时,需将输出轴方向插入输入端,拧紧螺栓时按对角线顺序分步紧固,避免壳体变形;安装骨架油封时,需在油封座处涂抹与润滑油同型号的润滑脂,将油封唇口朝向壳体内侧压入,确定与轴的配合间隙≤0.03mm。透气帽的安装常被忽视,但其作用重要——若未安装透气帽,运行时壳体内压力升高会导致油封漏油,因此需拧下顶部螺塞后替换透气帽,并透气孔通畅。
三、调试流程:从空载到负载的渐进验证
空载调试是检验装配质量的主要环节。首行手动滚动测试,观察输入轴与输出轴的转动协调性,若出现卡滞或异响,需检查摆线轮、针齿的安装状态。随后进行连续空载运行,期间需监测壳体温度与噪音水平:用红外测温仪检测轴承座温度,空载运行后温升应≤30℃;噪音方面,正常运行时应无“咔咔”声或“嗡嗡”声,若出现异常,可能是输入轴对中偏差过大或轴承损坏,需重新校准联轴器或替换轴承。
负载调试需逐步加载至额定工况。初始阶段可加载至额定载荷的30%,运行后检查输出轴的径向跳动与端面跳动,若端面跳动超过0.1mm,需调整负载法兰的紧固螺栓或检查输出轴与负载的同轴度。逐步增加载荷至额定值后,需持续运行,观察传动速率与负载能力,若出现温升过高或噪音增大,可能是润滑油位不足或油品选择错误,需根据环境温度替换适当粘度的齿轮油。
维护验证是长期稳定运行的确定。调试完成后,需制定定期维护计划,包括每季度检查油封与透气帽的密封性、每年替换润滑油并清洗壳体内部。对于立式减速机,需特别注意油位需覆盖较下方轴承,避免润滑不足导致轴承烧毁。
摆线针轮减速机的装配与调试是技术性与规范性的综合体现。从前期环境准备到核心部件的准确安装,再到空载与负载的渐进调试,每个环节均需以工艺规范为准则,以细致测量为手段,后期实现设备的速率不错、稳定运行。